服務熱線:13969210625
服務熱線:13969210625

山東www.污通風(fēng)設備有限公司
聯係人:張經理
電話:0534-8287776
手機:13969210625
郵箱:sdhmtf@126.com
傳真:0534-8287776
地址:山東省德州市德(dé)城區天衢東路6666號
網址 : www.vbiz.cn
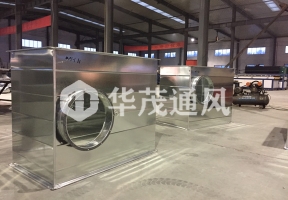
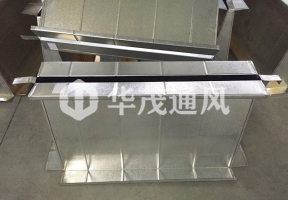
鍍鋅風管(guǎn)是用金屬帶料卷製成螺旋形咬縫的薄壁管,外觀呈圓形,具有不漏氣、不漏水等優點,而且不需求焊接。鍍鋅風管多用於送風和散裝(zhuāng)物料的運送,能替代傳統的白(bái)鐵管。鍍鋅風管能夠起到哪些作用:
送風通氣:例如在工廠車間或生(shēng)產場地的空氣運送,一般是用鍍鋅鐵管(guǎn),如有腐蝕性或(huò)特別潮濕的場所,則運用不鏽鋼管。
送涼風:常見的是中(zhōng)央空調的管(guǎn)道,而且鍍鋅(xīn)風管廠家可內貼保溫材料,外觀(guān)漂亮。
排油煙(yān):主要(yào)是用於飯店、酒樓、賓館的廚房,由於這些場所會產生(shēng)很多的油煙,需求(qiú)排出,所以會運用到鍍鋅風管。
除塵:主要是(shì)用於工廠生產車間的除塵,運用在除塵設備中。

散裝物料的運送:運送鬆(sōng)懈的顆粒,且比重不大,如發泡塑料粒之類的,運用鍍鋅風管(guǎn)作為適宜(yí),而(ér)且運用效果好。
鍍鋅風管的特色有:密封性好、強度和剛性(xìng)好、通風(fēng)阻力和噪音小、安裝方便,連接點少。
企業名稱:山東www.污通風設備有(yǒu)限公司
聯係人:張經理
電話(huà):0534-8287776
手機:13969210625
郵箱:sdhmtf@126.com
傳真:0534-8287776
地(dì)址:山東省德州市德城(chéng)區天衢東路(lù)6666號
 魯公網(wǎng)安備37140202001095號
魯公網(wǎng)安備37140202001095號